More about deep drawing
Conventional drawing:
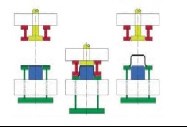
The slide and the die cushion are in their upper positions. The third cylinder is in its lower position. A blank is fed into the tool. The slide starts to move down. When the tool is reached, pressing speed is activated. The blank is formed by the punch. The die cushion is used as a blank holder and the holding force can be adjusted in different ways during the forming part of the sequence.
The slide returns to upper limit . The third cylinder is used as an ejector and ejects the part out of the upper tool. The die cushion lifts the finished part so it can be removed.
Hydroforming:
Hydroforming with pressure dome makes the impossible possible. It provides the ability to form complex shaped parts, almost impossible to produce by conventional means. The working principle is based on creating a pressure in a medium (fluid) in an enclosed chamber.
The process utilizes the characteristics of the fluid always applying pressure perpendicular to the material.
At the same time a blank holding force is applied in the tool.